企业名称:河南洁宜鑫管业有限公司
刘经理:13523535872
邮箱:4326029@qq.com
地址一:新乡市原阳县太平镇西衙寺村工业园
地址二:开封市新尉工业园
地址三:郑州市管城区铭汇广场写字楼
网址: www.hnjyxgy.com
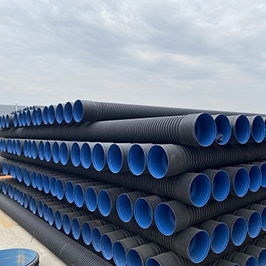
PE双壁波纹管常见问题
PE双壁波纹管的使用规模越来越广,施工需求量增大,市场上许多质量低质的PE双壁波纹管也混入其间,牟取暴利,不会专业人员底子无法分辩,对客户形成很大的丢失。为使客户选购时不被遮盖,以下小编为我们具体介绍PE双壁波纹管常见缺点的缘由剖析:
1、内壁不平坦
PE双壁波纹管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。
2、扩口不良。扩口不良可分为以下几种状况:
a、内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。
b、扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。
c、扩口不完整扩口的结尾不管怎样调整都无法贴上,缘由通常是内层冲气提前结束了,扩口放气提前结束了
d、扩口前端的内层有凹限引起这种现象的原因一般是内层冲气过早启动;水套与在型模块的中线偏离(成型机与水套不对中);内层壁厚偏薄;内层真空过早停止。
e、扩口末端内层堆料,这种现象往往会导致扩口往里面凹。其原因是扩口末端内层料过厚;成型机在此段的降速的量过大;之前几段的内层冲气过大;内层的料温过高致料坯过软;外层的料坯在此段过厚。
f、扩口末端的内层有凹限其原因一般是扩口后的波和第二个波内的气压过小;扩口后的的波和第二个波所对应的内层壁厚过厚;内层真空度较小或内层真空启动过晚;原材料的韧性差等。
3、内层有划痕
通常由于料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。
4、外壁有小孔
其缘由是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了进步管材功用而参加的有些如功用母料、消泡剂等的分散性欠好,或许说与根底树脂的相容性欠好。
5、管材的波峰歪斜 由成型机速度过快冷却欠好、正常冲气气压过小导致。
6、管材的重量不稳定一般是因为原材料的性能不稳定或下料段的温度波动过大。
7、管材曲折 缘由是外层的偏壁严峻或水套与成型机的对中性未调好。
8、轴向上波峰的厚度不一致 正常冲气过大、口模的空隙过大等导致。
9、内壁不平整。内壁不平整一般由真空度偏小、水套温度过高、内层过薄等引起。真空度偏小应当检查内层真空管路是否畅通,真空泵是否工作正常等。水套温度过高一般是因为冷却水的水温过高或冷却水的流量过小引起,可通过这两个方面的调整来解决。
10、内层有划痕
一般因为料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。
11、外壁有小孔其
原因是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了提高管材性能而加入的部分如功能母料、消泡剂等的分散性不好,或者说与基础树脂(PE)的相容性不好。
12、管材冷却后脆性大这是一个比较普遍存在的现象,主要是原材料的性能过差所致,比如填充料的比例过大,消泡剂的质量差,原材料内的水分含量超标等。
13、环刚度提不高环刚度的大小和材料的性能、管材的直径、波峰的设计等有关。一般来说只能通过调整原材料的性能来改善。

全国咨询热线
刘经理:13523535872
邮箱:4326029@qq.com
地址:新乡市原阳县太平镇西衙寺村工业园

微信扫一扫
手机官网


 在线咨询
在线咨询 联系我们
联系我们