企业名称:河南洁宜鑫管业有限公司
刘经理:13523535872
邮箱:4326029@qq.com
地址一:新乡市原阳县太平镇西衙寺村工业园
地址二:开封市新尉工业园
地址三:郑州市管城区铭汇广场写字楼
网址: www.hnjyxgy.com
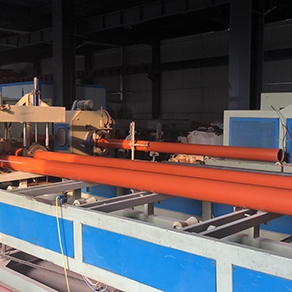
HDPE塑钢缠绕管施工要求
一般我们在使用HDPE塑钢缠绕管的时候,需要进行整体的施工,在安装施工过程中,有很多步骤要点是需要我们都去进行注意的,下面来看下。
一、铺管应符合下列要求
1、铺管前,应根据设计要求,对管材规格及连接类型、数量进行验证,并按产品标准要求逐节进行检查,不符合产品标准的管材严禁敷设。
2、搬运时须轻抬、轻放,严禁在地面拖拉。 双壁波纹管
3、下管可用人工或起重机械进行。一般小口径可采用人工下管,大口径宜采用起重机械下管。
4、贵阳波纹管厂家下管安装作业中,必须保证沟槽排水畅通,应防止管材漂浮,管线安装完毕尚未填土时,一旦遭水浸泡,应进行管中心线、管顶高程复测和外观检查,如发生位移、漂浮等现象,应作返工处理。

二、卡箍式弹性连接
卡箍式弹性连接的结构,橡胶套分两层,内层薄橡胶套,外层发泡橡胶板,在橡胶板外侧用不锈钢套紧固,管端在出厂前预制了塑料密封块。贵阳PE管厂家具体操作应符合下列要求:
1、连接前先检查管材表面、肋片顶面是否平整破损、有无凸凹或钢带裸露。检查塑料密封块是否焊接牢固,与管体和肋片之间有无缝隙,如有问题应及时修补。双壁波纹管
2、清除HDPE塑钢缠绕管内杂物,清洁管端连接部位。
3、将管道放置在地基上,对齐管道,管道连接处的地基上要挖有适合连接操作的操作坑。
4、将橡胶套套入管材端部,套入长度为橡胶套的半,然后将另一半翻折回来套在同一管端。双壁波纹管
5、将两根管材管端对正(轴线平直),并留出不小于10mm的伸缩间隙,然后将橡胶套翻回套在另一侧管端。
6、将发泡橡晈板缠绕在橡胶套外面,发泡橡胶板应自然均匀贴合在橡胶套外,对口自然对靠且处于管顶中部,用胶带粘和固定。
7、将不锈诱钢活套圈套在橡胶板外。对不锈钢活套(供应状态为平板)的弯曲成型过程中,应保持连续圆顺的变形,不得出现死弯或折皱。不锈钢套弯曲围套到位后,穿上并逐渐拧紧螺栓,在拧紧时应边紧边用橡皮锤敲击不锈钢套外表面,保证钢套与橡胶套均匀贴合,敲击力应适度,不得使板面上出现塑性凹陷。
三、管材采用电热熔带连接
贵州波纹管厂家电热熔带连接的结构具体操作应符合下列要求
1、将待连接二根HDPE塑钢缠绕管管材端口对齐对靠并尽可能同轴,在管材椭囻度较大时应尽可能使二根管材端口长短轴对应。
2、使用支承机具将电热熔带敷设于二根管材连接处内壁上,电热熔带搭接口及接线柱应位于管材上方;热熔带宽度方向上的中心线应尽可能与两管端对接线在同一垂直面上
3、在电热熔带搭接处,用仿形热熔片将空隙填充 。双壁波纹管
4、打开攴承机具将电热熔带撑圆并均匀压紧贴合在管材内壁上机具的所有压板均应整齐无遗漏的覆盖压合在热熔带上。
5、将热熔焊机(电源)与电热熔带电热回路连接,依管材生产厂家提供的电流、通电时间等焊接工艺参数进行通电加热焊接。通电加热焊接过程中,电流可能有定的连续稳定降低过程,但不得有升降突变,电热熔带熔焊区的表面温度在圆周上应是相对均匀的,如出现异常情况应对接头进行详细检查并采取相应措施。双壁波纹管
6、焊接完毕后,进行自然冷却(一般≥40min),冷却过程中不许移动焊接机具,并保证接头不受外力作用,冷却后放可将机具移开。
HDPE塑钢缠绕管管道连接过程中使用非定长管时,采用手锯或电动往复锯进行断管,断管后端口漏出的钢带部分,必须用微型挤出机或EVA焊枪进行封焊。以及安装之后应当进行检查。
全国咨询热线
刘经理:13523535872
邮箱:4326029@qq.com
地址:新乡市原阳县太平镇西衙寺村工业园

微信扫一扫
手机官网


 在线咨询
在线咨询 联系我们
联系我们